
Видео
Гомуми тасвирлау
TP-TGXG-200 Автомат шешәләрне каплау машинасы шешәләргә капкаларны автоматик рәвештә винтлау өчен кулланыла. Ул азык-төлек, фармацевтика, химия сәнәгатендә һәм башкаларда киң кулланыла. Формасы, материалы, гади шешәләрнең һәм винт капкаларының чикләре юк. Даими каплау төре TP-TGXG-200 төрле төрү тизлегенә яраклаша. Бу машинаның чыннан да күп максатлары бар, алар киң һәм җиңел кулланыла. Традицион арадаш эш төре белән чагыштырганда, TP-TGXG-200 - югары эффективлык, катырак кысу, һәм капкаларга азрак зыян китерә.
Заявка
Автоматик каплау машинасы төрле зурлыктагы, формадагы, шулай ук материалдагы винт капкалары булган шешәләрдә кулланылырга мөмкин.
A. Бутылка зурлыгы
Бу диаметры 20-120 мм һәм биеклеге 60-180 мм булган шешәләр өчен яраклы. Ләкин бу шешә зурлыгында бу диапазоннан тыш көйләнергә мөмкин.

B. Бутылка формасы
Автомат каплау машинасы түгәрәк квадрат яки катлаулы форма кебек төрле формаларда кулланылырга мөмкин.




C. Бутылка һәм капка материалы
Пыяла пластик яки металл нинди генә булмасын, автоматик каплау машинасы аларның барысын да эшли ала.


D. Винт капка тибы
Автомат каплау машинасы насос, спрей, тамчы капка һ.б.



E. Сәнәгать
Автомат каплау машинасы порошок, сыек, гранул төрү линиясенә карамастан, барлык төр тармакларга кушыла ала, яисә ул азык-төлек, медицина, химия яки бүтән тармак. Кайда гына винт капкалары бар, эшләргә автоматик каплау машинасы бар.
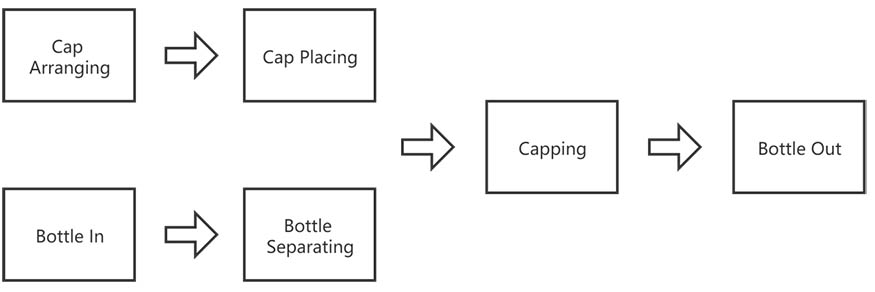
Төзелеш һәм эш процессы

Ул каплау машинасыннан һәм капка ашаткычтан тора.
1. Капка ашатучы
2. Капка урнаштыру
3. Бутылка сепараторы
4. Тәгәрмәчләр
5. Бутылка кысу каешы
6. Бутылка тапшыру каешы
Ияртүләр эш процессы
Featuresзенчәлекләр
Various Төрле формадагы һәм материаллы шешәләрдә һәм капкаларда киң кулланыла.
■ PLC һәм сенсорлы экран белән идарә итү, эшләү җиңел.
■ Easyиңел операция һәм җиңел көйләү, кеше чыганагын, шулай ук вакыт бәясен экономияләгез.
All Барлык төрү линиясе өчен дә яраклы һәм көйләнә торган тизлек.
■ Тотрыклы эш һәм югары төгәл.
■ Бер төймә башлау функциясе күп уңайлыклар китерә.
Design Деталь дизайн машинаны гуманизацияли һәм акыллы итә.
Machine Машина перспективасына, югары дәрәҗәдәге дизайнга һәм тышкы кыяфәткә яхшы катнашу.
■ Машина организмы SUS 304 белән эшләнгән, GMP стандартына туры килә.
■ Шешә һәм капкалар белән барлык контакт өлешләре азык өчен матди куркынычсызлыктан эшләнгән.
Different Төрле шешәнең зурлыгын күрсәтү өчен санлы дисплей экраны, шешәне алыштыру өчен уңайлы булачак (Вариант).
Error Хаталы капланган шешәләрне чыгару өчен оптик сенсор (Вариант).
L Капкаларда автоматик рәвештә туклану өчен баскыч күтәрү җайланмасы.
■ Капка төшкән өлеш хата капкаларын бетерә ала (һава сугу һәм авырлык үлчәү белән).
The Капкаларны басу өчен каеш омтылган, шуңа күрә ул капканы дөрес урынга көйли, аннары басыгыз.
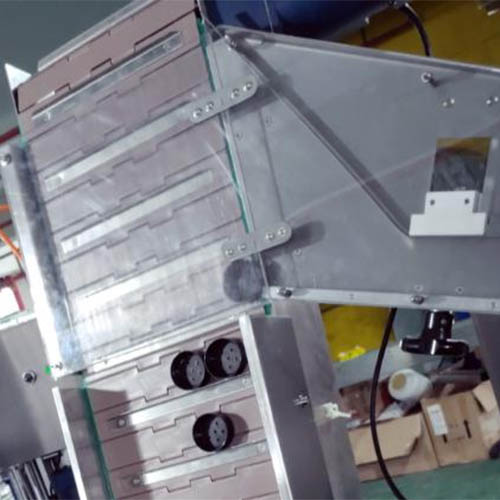
Акыллы
Капканың ике ягында төрле үзәк балансы принцибын кулланыгыз, бары тик дөрес юнәлеш капкасы гына өскә күтәрелергә мөмкин. Дөрес булмаган капка автоматик рәвештә төшәчәк.
Конвейер өстенә капкалар алып килгәннән соң, блокер капкаларны трекка ыргыта.

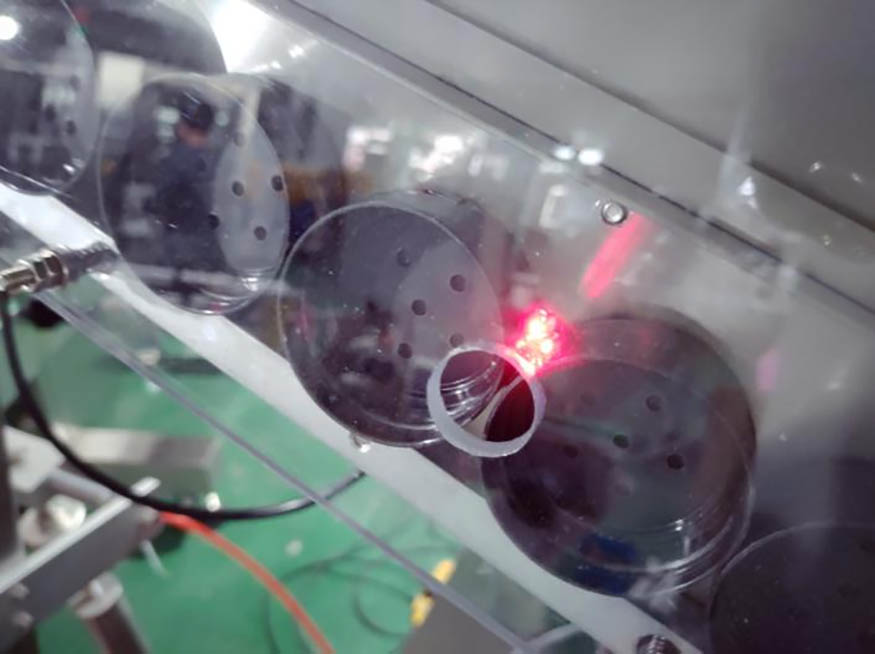
Хата капкалары сенсоры кире капкаларны җиңел таба ала. Автоматик хата капкаларын бетерү һәм шешә сенсоры, яхшы каплау эффектына ирешәләр
Бутылка сепараторы шешәләрнең хәрәкәт тизлеген үз урыныннан көйләп бер-берсеннән аерачак. Түгәрәк шешәләргә гадәттә бер сепаратор, квадрат шешәләргә ике капма-каршы сепаратор кирәк.


Капка ачыклау җайланмасы җитми, капка фидеры эшли һәм автоматик рәвештә туктый. Капка трекының ике ягында ике сенсор бар, берсе трекның капка белән тутырылганын тикшерү, икенчесе трекның буш булу-булмавын тикшерү.
Эффектив
Шешә конвейерының һәм капка ашаткычның максималь тизлеге 100 секундка җитә ала, бу машинаны төрле төрү линиясенә туры китереп югары тизлек китерә.
Өч пар тәгәрмәч капкаларны тиз боралар. Парларның һәрберсенең конкрет функциясе бар. Беренче пар кирегә борылырга мөмкин, капкаларны дөрес урнаштыру авыр. Ләкин алар капка нормаль булганда икенче пар тәгәрмәчләр белән бергә тиз урынга туры килү өчен капкаларны кире боралар. Өченче пар капканы кысу өчен бераз көйләнә, шуңа күрә аларның тизлеге барлык тәгәрмәчләр арасында әкренрәк.
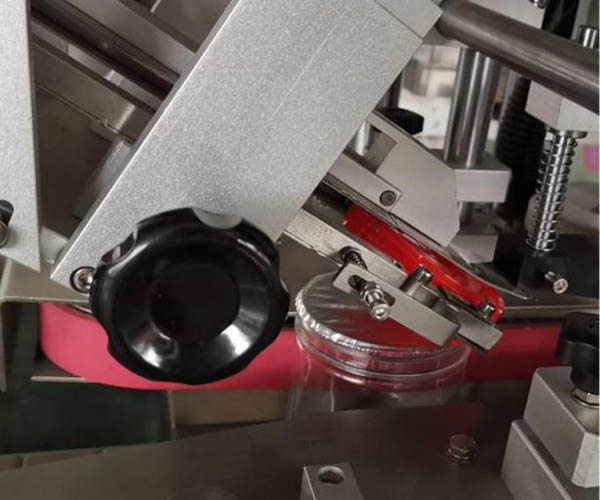

Уңайлы
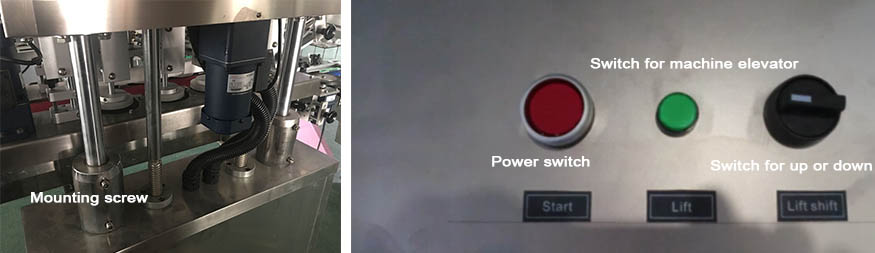
Башка тәэмин итүчеләрнең кул тәгәрмәчен көйләү белән чагыштырганда, бөтен каплау җайланмасын күтәрү яки төшерү өчен бер төймә күпкә уңайлырак.
Сулдан уңга дүрт ачкыч шешә конвейеры, шешә кысу, капкага менү һәм шешәне аеру тизлеген көйләү өчен кулланыла. Терү операторга пакетның һәр төре өчен тиешле тизлеккә ирешергә юл күрсәтә ала.


Ике шешә кыскыч каеш арасын җиңел үзгәртү өчен кул тәгәрмәчләре. Билбауның ике очында ике тәгәрмәч бар. Терү операторны шешә зурлыкларын үзгәрткәндә дөрес позициягә китерергә этәрә.
Капка тәгәрмәчләре белән капкалар арасын көйләү өчен ачкычлар. Дистанция якынрак булса, капка катырак булачак. Диалог операторга иң уңайлы дистанцияне табарга булыша.


Easyиңел эш
Гади операция программасы белән PLC һәм сенсорлы экран контроле эшне җиңеләйтә һәм нәтиҗәлерәк итә.


Машинаны берьюлы туктатыр өчен ашыгыч төймә, бу операторны саклый.
| TP-TGXG-200 Бутылка каплау машинасы | |||
| Потенциал | 50-120 шешә / мин | Ensionлчәм | 2100 * 900 * 1800 мм |
| Шешәләрнең диаметры | Φ22-120 мм (таләп буенча көйләнгән) | Шешәләрнең биеклеге | 60-280 мм (таләп буенча көйләнгән) |
| Капка зурлыгы | Φ15-120 мм | Чиста авырлык | 350 кг |
| Квалификацион ставка | ≥99% | Көч | 1300Вт |
| Матриаль | Датсыз корыч 304 | Вольт | 220V / 50-60Hz (яки көйләнгән) |
| No.к. | Исем | Чыгыш | Бренд |
| 1 | Инвертор | Тайвань | Дельта |
| 2 | Экранга кагылу | Китай | TouchWin |
| 3 | Оптроник сенсор | Корея | Автоника |
| 4 | Uзәк эшкәрткеч җайланма | US | Банкомат |
| 5 | Интерфейс чип | US | МЕКС |
| 6 | Билбау | Шанхай |
|
| 7 | Серия моторы | Тайвань | ТАЛИК / ГПГ |
| 8 | SS 304 рам | Шанхай | BaoSteel |
Автомат каплау машинасы тутыру машинасы һәм маркировкалау машинасы белән эшләп, төрү линиясе формалаштыра ала.
А.
Б.


Рамкадагы аксессуарлар
■ Инструкция кулланмасы
■ Электр схемасы һәм тоташтыру схемасы
■ Куркынычсызлык операциясе өчен кулланма
Darting Киеп торган өлешләр
■ Техник хезмәт кораллары
■ Конфигурация исемлеге (килеп чыгышы, моделе, спеклары, бәясе)



1. Капка элеваторын һәм капка урнаштыру системасын урнаштыру.
(1) Капка урнаштыру һәм ачыклау сенсорын урнаштыру.
Капка элеваторы һәм урнаштыру системасы җибәрү алдыннан аерылган, зинһар, капканы урнаштыру һәм машинаны эшләтеп җибәргәнче каплау машинасына урнаштыру. Зинһар, системаны түбәндәге рәсемнәрдә күрсәткәнчә тоташтырыгыз:
Капка тикшерү сенсоры җитми (машина тукталышы)
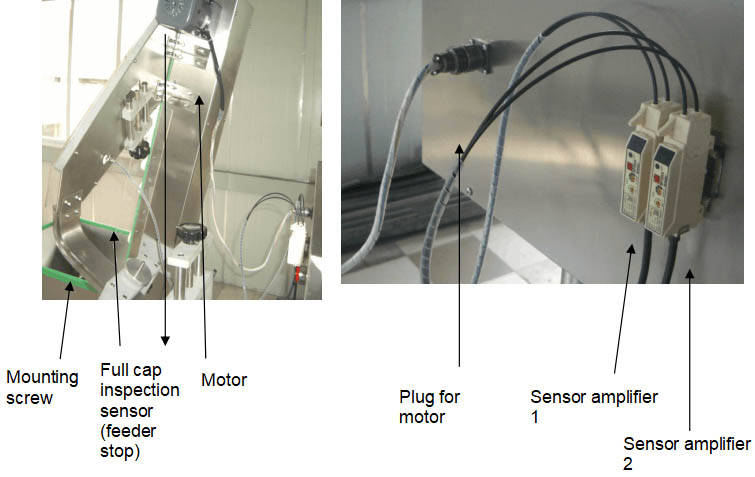
а. Капка урнаштыру трассасын һәм пандусны монтаж винтасы белән тоташтырыгыз.
б. Мотор чыбыкларын контроль панельнең уң ягында тоташтырыгыз.
в. Капка тикшерүнең тулы сенсорын 1 сенсор көчәйткеч белән тоташтырыгыз.
г. Капка инспекция сенсорын 2 сенсор көчәйткеч белән тоташтырыгыз.
Капкага менү чылбырының почмагын көйләгез: Капкага менү чылбырының почмагы җибәрү алдыннан сез биргән үрнәк капка буенча көйләнде. Капка спецификацияләрен үзгәртергә кирәк булса (зурлыгын үзгәртегез, капка төрен үзгәртмәгез), зинһар, капка менү чылбырының почмагын көйләү винтасы белән көйләгез, чылбыр өске ягы белән чылбырга таянган капкаларны гына китерә ала. Түбәндәге күрсәткеч:

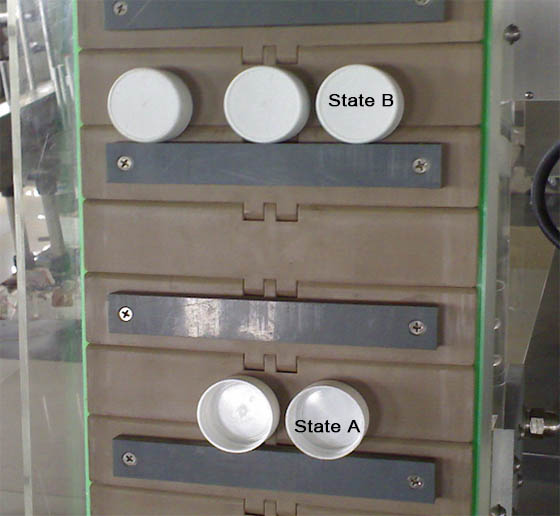
А халәтендәге капка капка күтәрелү чылбыры дөрес юнәлеш.
В халәтендәге капка чылбыр тиешле почмакта булса, автоматик рәвештә танкка төшәчәк.
(2) Капка төшү системасын көйләгез (чут)
Чут һәм мәйдан төшү почмагы бирелгән үрнәк буенча инде куелган. Гадәттә, шешә яки капкадан башка яңа спецификация булмаса, көйләү көйләнергә тиеш түгел. Әгәр дә шешә яки капка 1 спецификациядән күбрәк спецификацияләр бар икән, клиент контракт буенча әйберне яки аның кушымтасын санап чыгарырга тиеш, производство алга таба үзгәртүләр өчен җитәрлек урын калдыра. Көйләү ысулы түбәндәгечә:
Капка төшү системасының биеклеген көйләгез: 1 тоткыч тәгәрмәчен борганчы монтаж винтасын бушатыгыз.
Көйләүче винт чут киңлегенең биеклеген көйли ала.
2 тоткыч тәгәрмәче (ике ягында) чут киңлегенең киңлеген көйли ала.
3) Капка басу өлешен көйләү
Капка шешә авызын чуттан автоматик рәвештә каплаячак. Капка басу өлеше шешәләр һәм капкалар биеклеге аркасында көйләнергә мөмкин. Капкадагы басым яраксыз булса, бу каплау эшенә тәэсир итәчәк. Капка басу өлешенең позициясе артык югары булса, басу эше тәэсир итәчәк. Әгәр дә позиция бик түбән булса, капка яки шешә бозылачак. Гадәттә, капка басу өлешенең биеклеге җибәрү алдыннан көйләнде. Әгәр дә кулланучы биеклекне көйләргә тиеш булса, көйләү ысулы түбәндәгечә:

Зинһар, капка басу өлешенең биеклеген көйләгәнче монтаж винтасын бушатыгыз.
Иң кечкенә шешәгә туры килер өчен, машина белән тагын бер капка басу өлеше бар, аны үзгәртү ысулы видеода күрсәтелгән.
(4). Капкага чабу өчен һава басымын көйләү.

2. Тулаем алганда, төп өлешләрнең биеклеген көйләү.
Шешә төзәтү структурасы, сагыз-эластик әйләнү тәгәрмәче, капка басу өлеше кебек төп өлешләрнең биеклеге тулаем алганда машина лифты белән көйләнергә мөмкин. Машина лифтының контроль төймәсе контроль панельнең уң ягында. Машина лифтын эшләтеп җибәргәнче, кулланучы ике терәк баганасына монтаж винтасын бушатырга тиеш.
ø аска, ø өскә дигәнне аңлата. Спин тәгәрмәчләренең позициясе капкалар белән туры килүен тикшерү. Зинһар, лифт көчен сүндерегез һәм көйләүдән соң монтаж винтасын бәйләгез.
Искәрмә: кирәкле урынга кадәр лифт ачкычын (яшел) басыгыз. Лифтның тизлеге бик әкрен, зинһар, түземлек белән көтегез.
3. Сагыз-эластик әйләнү тәгәрмәчен көйләгез (өч пар әйләнү тәгәрмәче)
Спин тәгәрмәченең биеклеге машина лифты белән көйләнә.
Пар тәгәрмәчнең киңлеге капка диаметры буенча көйләнә.
Гадәттә пар тәгәрмәч арасы капка диаметрыннан 2-3 мм кимрәк. Оператор Б тәгәрмәче белән әйләндергеч тәгәрмәчнең киңлеген көйли ала (һәр тоткыч тәгәрмәч чагыштырмача әйләнү тәгәрмәчен көйли ала).
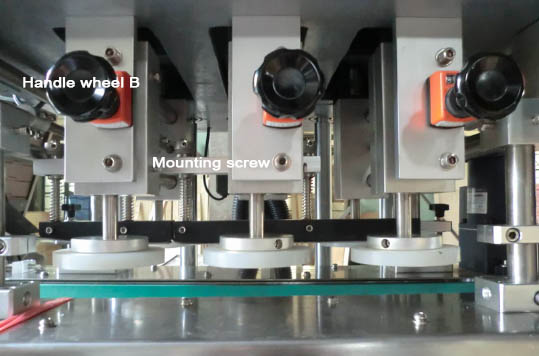
В тоткыч тәгәрмәчен көйләгәнче монтаж винтасын бушатыгыз.
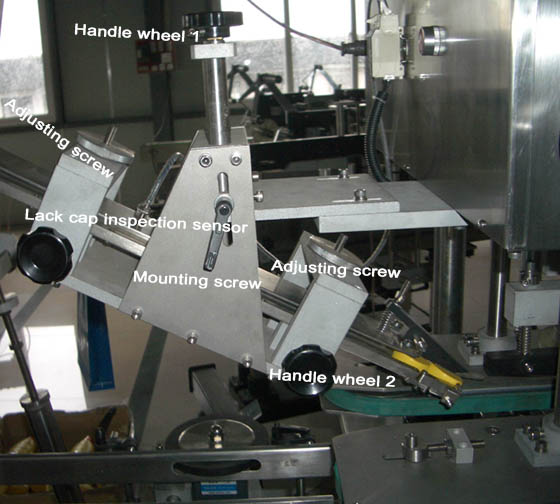
4. Шешәне төзәтү структурасын көйләү.
Шешәнең төзәтү позициясе төзәтү структурасын һәм бәйләү күчәрен көйләп көйләнергә мөмкин. Әгәр дә шешәдә төзәтү позициясе бик түбән булса, ашату яки каплау вакытында шешәне салу җиңел. Киресенчә, шешәдә төзәтү позициясе артык булса, ул әйләнү тәгәрмәчләренең дөрес эшләвен бозачак. Конвейер һәм шешәне төзәтү структураларының үзәк сызыгы көйләнгәннән соң бер сызыкта булуына инаныгыз.

А тоткыч тәгәрмәчен әйләндерү (тоткычны 2 кул белән бергә әйләндерү) шешә төзәтү каешы арасын көйләү өчен. Шуңа күрә структура шешәне басу процессында яхшы төзәтә алыр иде.
Шешә төзәтү каешының биеклеге гадәттә машина лифты белән көйләнә.
(Игътибар: Оператор шешә төзәтү каешының биеклеген микро-масштабта көйли ала, монтаж винтасын 4 сылтама валыннан бушаткач.)
Операторга зур диапазонда хәрәкәт каешы кирәк булса, зинһар, 1 винтаны һәм 2 винтны бушатканнан соң каешның торышын көйләгез, ә операторга билнең биеклеген кечкенә диапазонда көйләргә кирәк булса, зинһар, 1 винтны бушатыгыз, көйләү төймәсен борыгыз.

5. Шешә мәйданын көйләү тәгәрмәче һәм тимер юл.
Оператор шешә спецификациясен алыштырганда шешә мәйданын көйләү тәгәрмәче һәм тимер юл позициясен үзгәртергә тиеш. Космосны көйләү тәгәрмәче белән тимер юл арасы шешә диаметрыннан 2-3 мм ким булырга тиеш. Зинһар, конвейер һәм шешә төзәтү үзәкләренең үзәк сызыгы көйләнгәннән соң бер сызыкта булуына инаныгыз.
Иркен көйләү винтасы шешә киңлеген көйләү тәгәрмәченең торышын көйли ала.
Иркен көйләү тоткычы конвейерның ике ягында тимер юл киңлеген көйли ала.


